Технологическая линия

Технологическая линия обкатки кромок
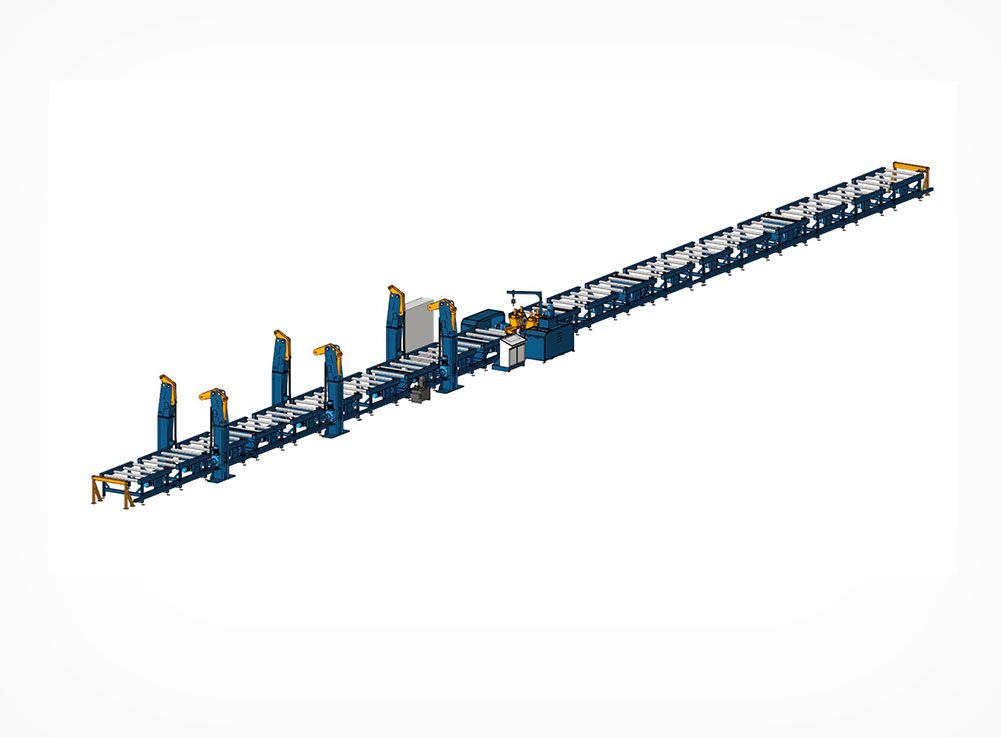
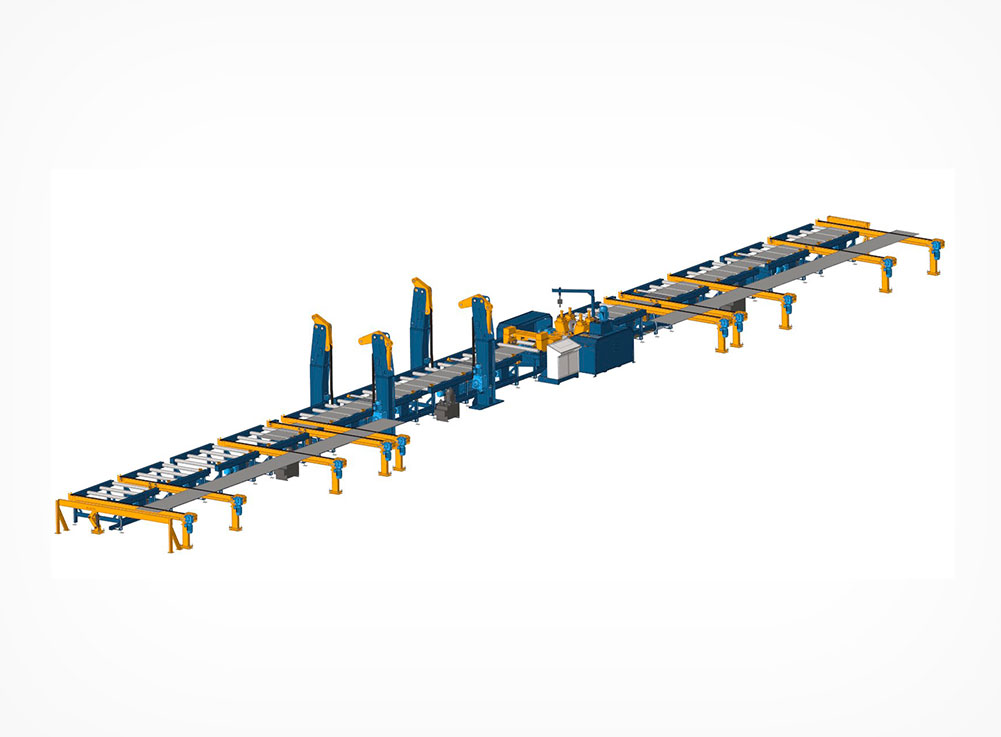
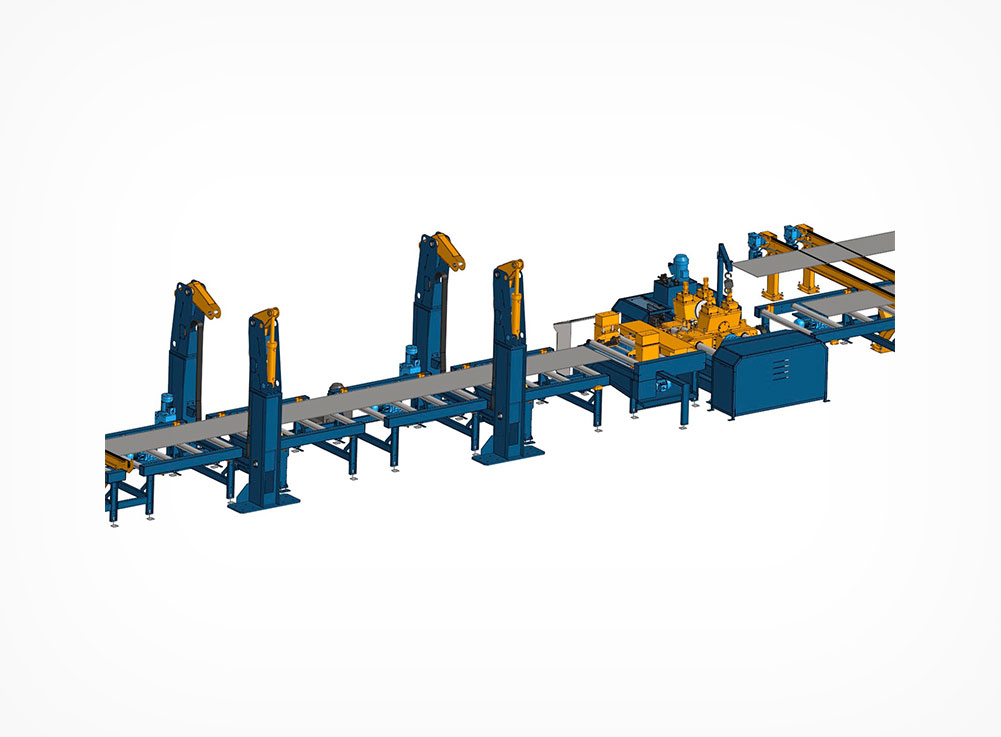
Линия для обкатки кромок предназначена для обрабатывания двутавровых и листовых заготовок. Cкругление внешних кромок осуществляется в автоматическом или ручном режиме посредством прокатки роликами. Оборудование является блочно-модульным и компонуется под индивидуальные требования заказчика. Управление всей линией осуществляется с единого пульта одним человеком.

Подающий и принимающий конвейер
Подающий и принимающий конвейеры состоят из роликов, установленных на сварной раме. Скорость подачи плавно регулируется с пульта управления оператора. Максимальная скорость перемещения заготовки по подающему конвейеру не менее 20 м/мин.

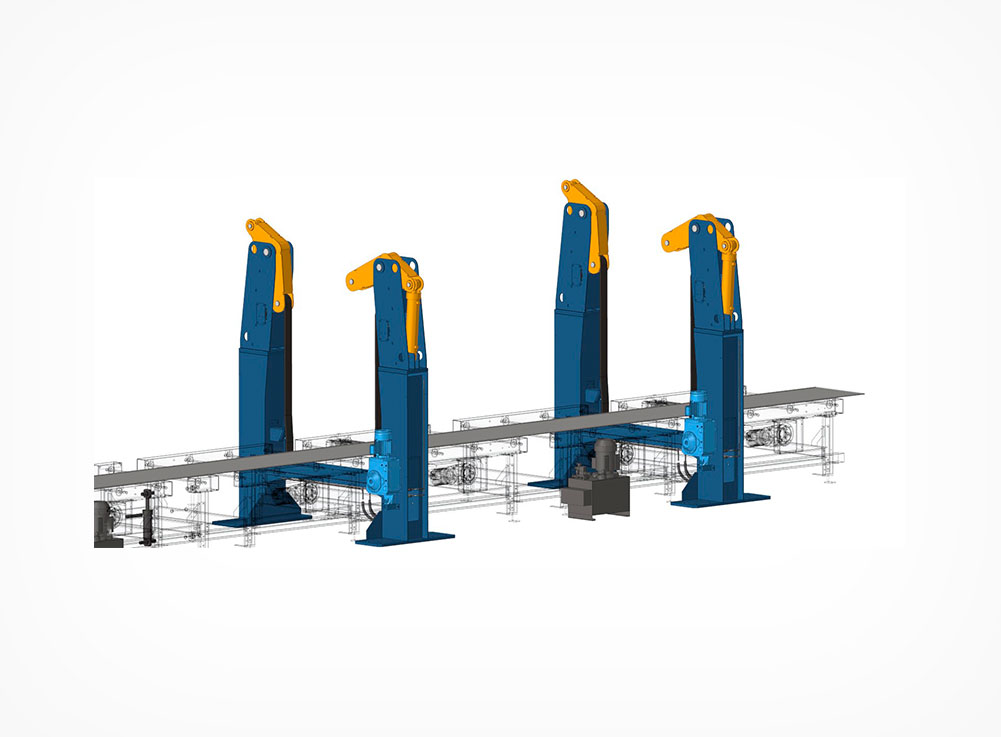
Система позиционирования на конвейерах
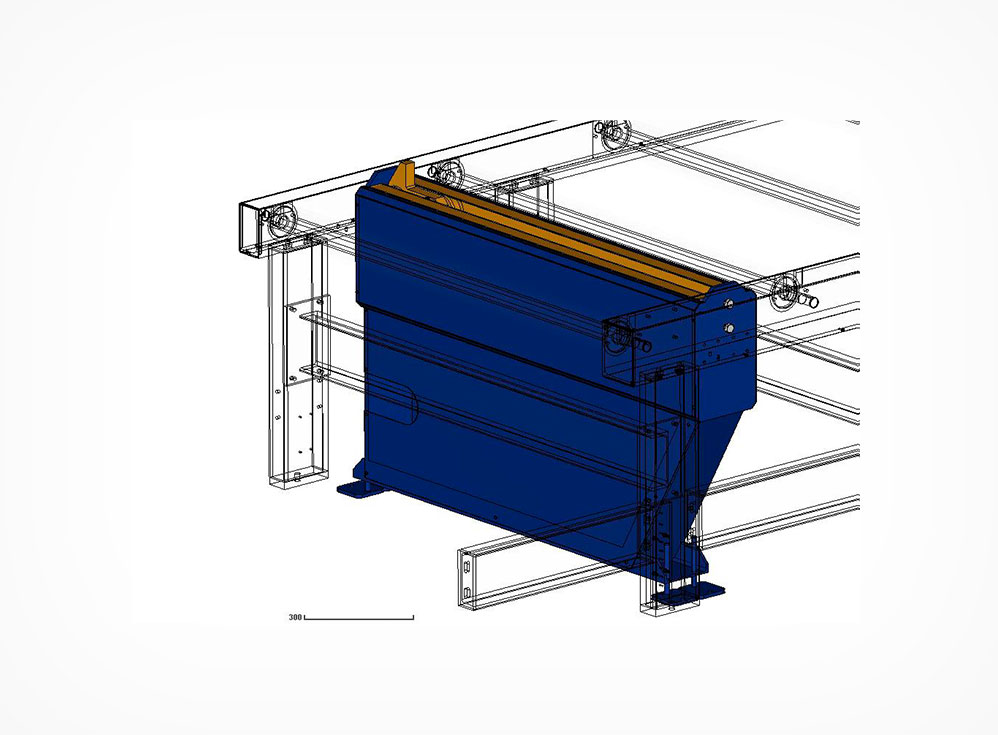
На каждом конвейере установлено по два прижимных гидравлических устройства, служащих для установки заготовки в исходное положение. Питание гидравлики осуществляется от общей гидростанции линии.
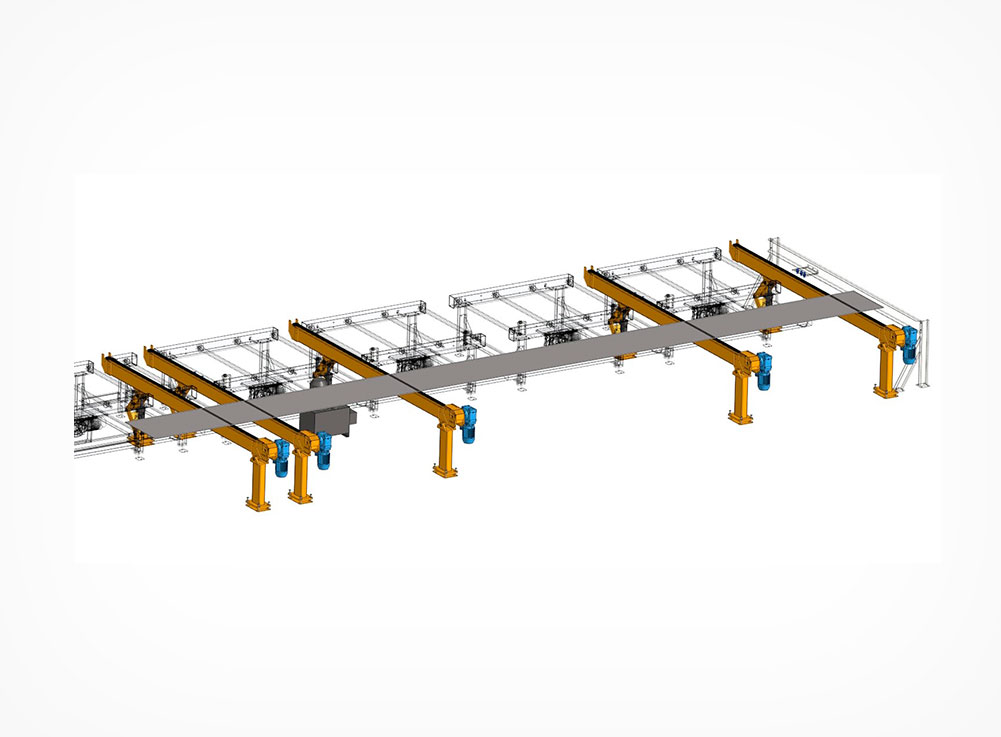
Кросс-конвейер
Кросс-конвейеры подают заготовку на подающий конвейер и забирают с принимающего. Питание гидравлики осуществляется от общей гидростанции линии.
Устройство для снятия грата и окалины
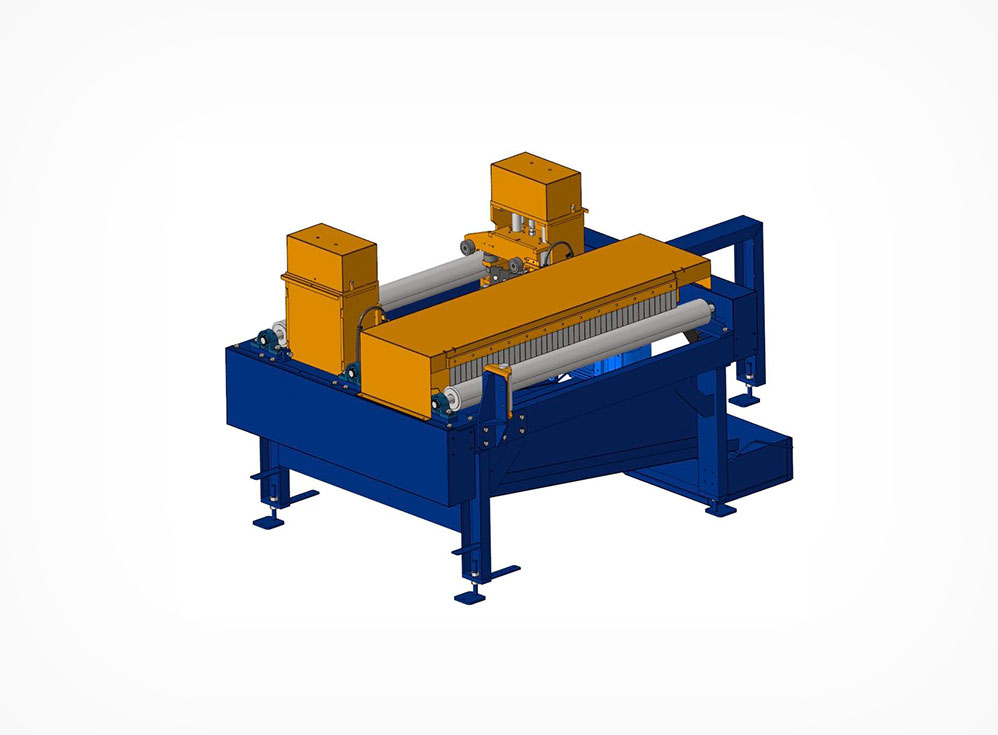
Перед обкаткой поверхность заготовки автоматически очищается от грата и окалины, полученных после плазменной или газовой резки, а также ржавчины. Устройство для снятия грата оборудовано защитными экранами и бункером для сбора мелких частиц.


Машина для обкатки
Стационарная машина с плавающей рамой и подвижными частями. За один проход единовременно скругляются 4 кромки. Двутавр обрабатывается за два прохода: обкатка нижней полки, переворот двутавра на 180 градусов (кантование) при помощи цепного кантователя, затем проход в обратном направлении для обработки верхней полки. Стальной лист обрабатывается за один проход. Скорость обкатки кромок машиной плавно меняется с пульта управления оператора. Режим работы автоматический или ручной. Станок оснащен трехцветной сигнальной колонной, имеет ограждение.

Пульт управления (под индивидуальные требования)
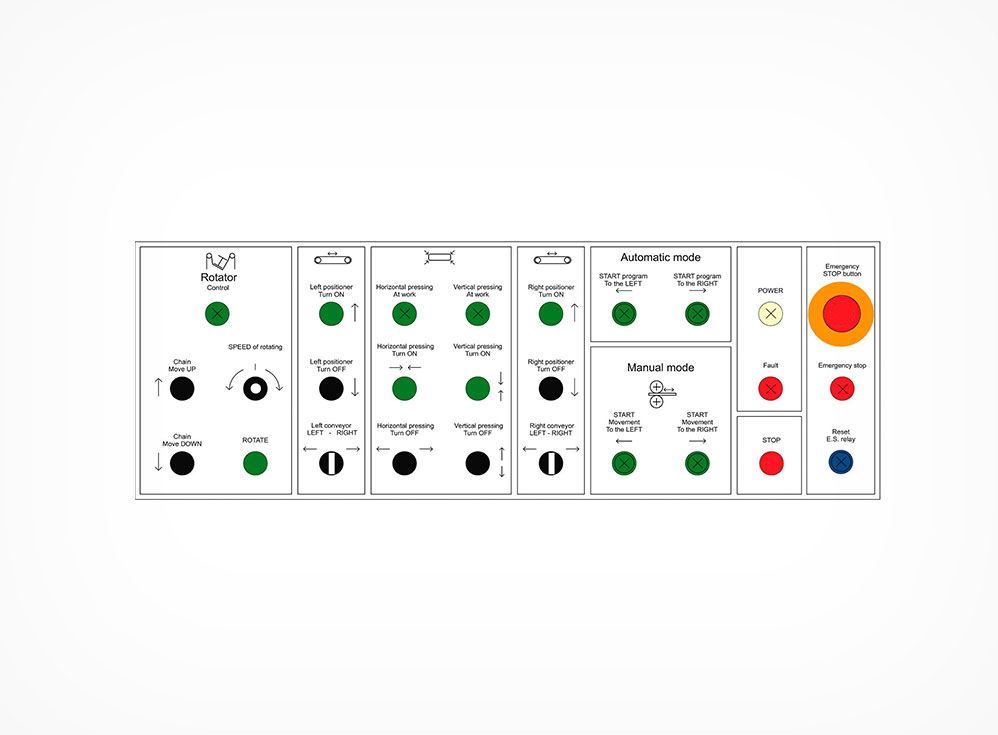
Для управления станком используется программируемый контроллер S7-1200 фирмы Siemens.
Производитель предоставляет покупателю одну сертифицированную карту памяти Siemens, которая требуется для прошивки контроллера.
Управление системой осуществляется с помощью кнопок и переключателей, расположенных на панели управления. Компоновка кнопок пульта управления индивидуально согласовывается с заказчиком.


Цепной кантователь
Гидравлический цепной кантователь служит для вращения двутавровой балки на 180 градусов. Кантователь может быть расположен в подающем или принимающем конвейере. Управление осуществляется с общей панели управления линии. Питание гидравлики осуществляется от отдельной гидростанции. Грузоподъёмность 5 или 12 тонн.
Технические характеристики производственной линии

| Габариты технологических линий | 26000 х 3000 х 1900 |
| Габариты машины | 1600 х 3000 х 1500 |
| Допустимые размеры заготовок | Двутавр: высота 200…500 мм Лист: толщина 8…100мм ширина 200…1800 мм |
| Скорость подачи заготовки | 12м/мин |
| Производительность | Одновременно 4 кромки |
| Тип обработки | ⌀ 2…4 мм |
| Прижимное усилие | Гидравлические цилиндры |
| Гидростанция | Рабочее давление: 70…160 бар |
Состав производственной линии
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Особенности технологической линии
Высокая производительность
Скругление листа и двутавра происходит одновременно, без переналадки оборудования
Надежность и долговечность
Технологические линии работают в 3 смены более 10 лет выдавая стабильно высокое качество
Износостойкий инструмент
Высокий эксплуатационный ресурс, минимальное снижение затрат на обслуживание и ремонт
Управление с одного пульта
Все этапы работ контролируются всего одним операторов в автоматическом или ручном режиме
Универсальность и комфорт
Станок автоматически подстраивается под любую ширину и толщину листа или двутавра
Безопасность и экологичность
При обработке отсутствует запыленность рабочей зоны, нет абразива, пыли и стружки
Рекордная быстрота
Скорость обкатки кромки в автоматическом режиме в 150 раз выше ручного способа
Совершенная точность
Идеальная по форме, гладкая и упрочненная обрабатываемая поверхность скругления